


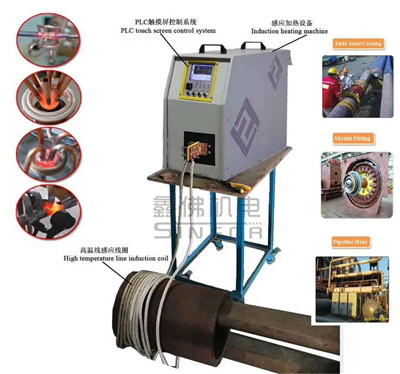
电机转子高频热配合设备,电机壳高频加热机焊接(铜焊、银焊、铜焊):
它主要是通过加热到一定温度来熔化焊料,从而将两种相同材料或不同材料的金属连接在一起。具体应用如下:焊接各种五金工具:金刚石工具、磨具、钻具、合金锯片、硬质合金车刀、铣刀、铰刀、刨床、木工钻头等。各种五金和机械配件的焊接:相同或不同金属的银焊和铜焊,如五金卫浴产品、制冷铜配件、照明配件、精密模具配件、五金手柄、打蛋器、合金钢和钢、钢和铜、铜和铜等。复合锅底焊接主要用于圆形、方形等异形扁平不锈钢锅底与铝板的三层钎焊,也可用于其他金属平面钎焊。电热水壶(电咖啡壶)加热板的焊接主要用于不锈钢平底、铝片和各种形状电热管之间的钎焊。






目前常用的PCD复合片钎焊方法主要有激光焊接、真空扩散焊、真空钎焊、水冷钎焊、惰性气体保护钎焊等。这些方法虽能达到足够的焊接强度,但焊接设备投资大,运行维护费用高,且工艺过程复杂,生产操作繁琐,大大增加了PCD刀具的制造成本,不利于这种先进刀具的推广应用。如果采用部分不等间隙接头结构设计,使用银基钎料(Ag-Cu-Zn-Cd),在空气中利用高频感应加热方式进行钎焊(钎焊温度690℃)。这种钎焊工艺操作简便,生产,加工成本低,并可保证钎焊质量。

通过对高频感应钎焊的试验研究,可得出如下结论:
一、高频感应钎焊PCD复合片时,钎焊温度对剪切强度影响。为获得钎焊强度较大的接头,应采用尽可能高的钎焊温度(本试验钎焊温度为690℃)。高频钎焊机
二、钎焊恒温保持时间是影响钎焊强度的另一重要工艺参数。钎焊强度随钎焊恒温保持时间的增加而增大。根据试验结果,高频感应钎焊PCD复合片时,恒温保持时间可选取为16~20s。
三、钎焊强度随PCD复合片硬质合金基底和45杆钎焊表面粗糙度值的增加而增大。一般情况下,45杆焊接表面粗糙度可取Ra7~12µm,硬质合金基底焊接表面粗糙度可取Ra0.180~0.250µm。
四、采用部分不等间隙钎焊接头设计可有效减少气孔、夹渣等钎焊缺陷和焊接应力,提高钎焊质量。






 在线客服
在线客服 13806194773
13806194773 wangxy0799@126.com
wangxy0799@126.com


